![Ventajas y utilidades del circuito integrado ACS712 de Allegro [Opinión del electrónico]](https://electronicajg.wordpress.com/wp-content/uploads/2018/12/Bannerpostutilidades.jpg?w=825&h=510&crop=1)
Presentado hace ya unos años, Allegro MicroSystems dio a conocer el ACS712. Un novedoso circuito integrado usado para medir la corriente eléctrica, tanto en continua como en alterna. Su uso se mantuvo enfocado principalmente al ámbito industrial, pero sin llegar a normalizarse entre el público general y la comunidad del DIY.
Esto cambió gracias a la producción en masa y el consecuente abaratamiento de las plataformas para desarrollo y programación. Entre estas podemos incluir a los archiconocidos Arduino o Raspberry Pi, que han cambiado por completo el panorama del DIY. Han favorecido la expansión masiva y la posibilidad de ofrecer unos precios altamente competitivos para todo el mundo (Una PCB y sus componentes asociados pueden conseguirse por tan solo 3€). A esto hay que añadir la aparición de otros modelos más nuevos (como por ejemplo el ACS723), que mejoran las características del ACS712 a nivel industrial, pero que lo dejan como una muy buena opción para el DIY.
Este chip está basado en el conocido “Efecto Hall”, que ha llevado al fabricante a integrarlo en un encapsulado SOIC8, de unos 5×4 mm (en la imagen el encapsulado QFN-12 es para el ACS711).
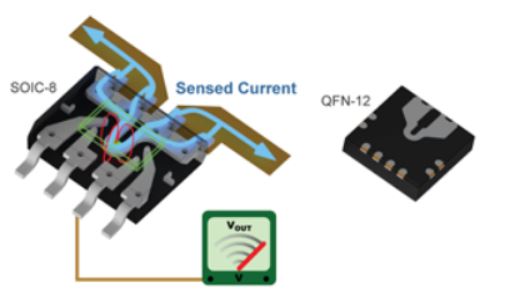
En él, está todo lo necesario para poder medir corriente de hasta 50A y entregar a su salida una tensión proporcional a la corriente que pasa por el. Esto es fácil de interpretar por las plataformas antes mencionadas. además de mantener un aislamiento de más de 2Kv entre la entrada y la salida, la misma que ofrecen los optoacopladores tan usados en electrónica.
La popularización de este chip, abre a nuestro parecer, un amplio abanico de posibilidades para implementar en cualquier montaje DIY, o incluso para proyectos industriales a pequeña escala. Se trata de una manera eficaz y de bajo coste para monitorizar, medir y limitar la corriente que consumen nuestros proyectos.
La miniaturización y la baja resistencia serie (0,0012 ohm), hacen que la disipación sea mínima si la comparamos con los métodos tradicionales de resistencias en serie. Por muy bajas que estas sean, suelen superar los 5 W de disipación en potencia. Además, puede sustituir a los transformadores de corriente usados para medir grandes intensidades.














